COAL PREPARATION & FEED
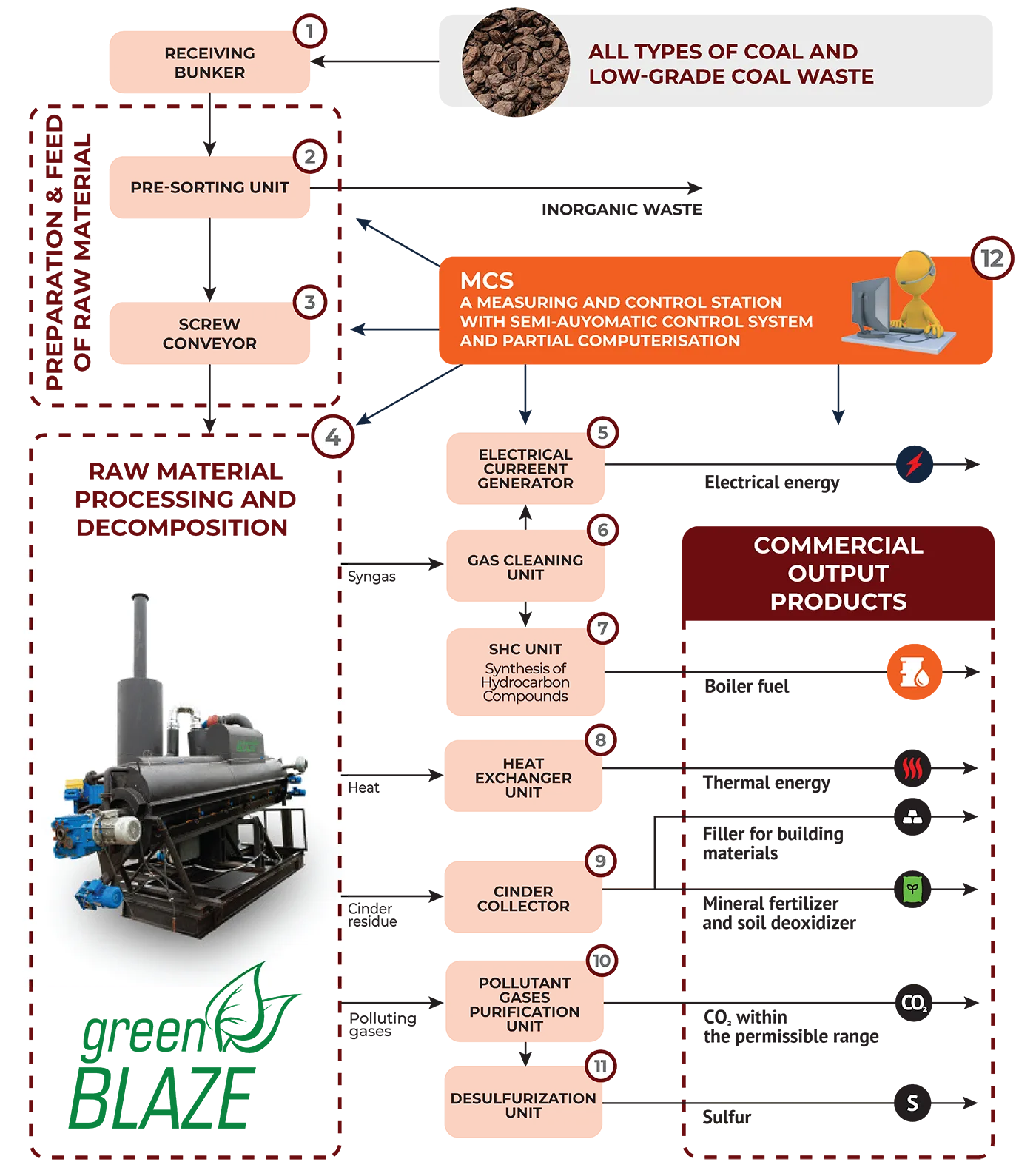
Low-grade coal, including sub-standard coal and illiquid coal waste (hereinafter-“Coal”), are fed and loaded into the Receiving Bunker (1), which acts as a storage tank, and is enough for 8 hours of continuous operation of the greenBLAZE Coal Processing System. After receiving bunker is filled, Coal is fed automatically to the Pre-Sorting Unit (2), where Coal is checked for the presence of inorganic objects and their removal if necessary, as well as grinding of large fractions of Coal. Next, the prepared Coal is fed by a Screw Conveyor (3) to the feeder of GreenBLAZE Processors (4) for its further oxidation and processing.
COAL PROCESSING AND DECOMPOSITION
Inside the degassing chamber of the greenBLAZE processor, due to the partial oxidation reaction, the crushed Coal fractions are oxidized and decomposed into molecular synthesis gas.
OBTAINING BOILER FUEL
The resulting syngas is sent to the Gas Cleaning Unit (6), where it undergoes purification, after which it is supplied to the SHC (Synthesis of Hydrocarbon Compounds) Unit (7), in which its deep processing and precipitation occurs, resulting in high-quality boiler fuel.
ENSURING ENERGY AUTONOMY
Part of the purified syngas can be used as fuel for combustion in the Electric Current Generator (5) and obtaining the required amount of electrical energy for self-powering all components and assemblies of the System to ensure its complete energy autonomy if necessary.
HEAT PRODUCTION AND ITS DISPOSAL
As a result of the partial oxidation reaction in the greenBLAZE processor, a large amount of heat is generated, which with the help of the Heat Exchanger Unit (8) for the needs of the consumer. For unclaimed heat, a dropping into the atmosphere is technologically provided.
WASTE AFTER COAL PROCESSING
The waste after Coal processing and decomposition is finely dispersed cinder residue in the form of a lithified mass inert to secondary reactions. The volume of cinder residue formed in the Cinder Collector (9) directly depends on the ash content in the processed Coal (in nature, coals vary up to 40% and more).
The cinder residue is ideal for use for construction purposes: filling road surfaces, as a filler for construction and building materials, asphalt and concrete. In case the processed Coal was not initially contaminated with pathogens, the cinder residue is neutral and can be used as a mineral fertilizer or soil deoxidizer.
HARMFUL EMISSIONS NEUTRALIZATION
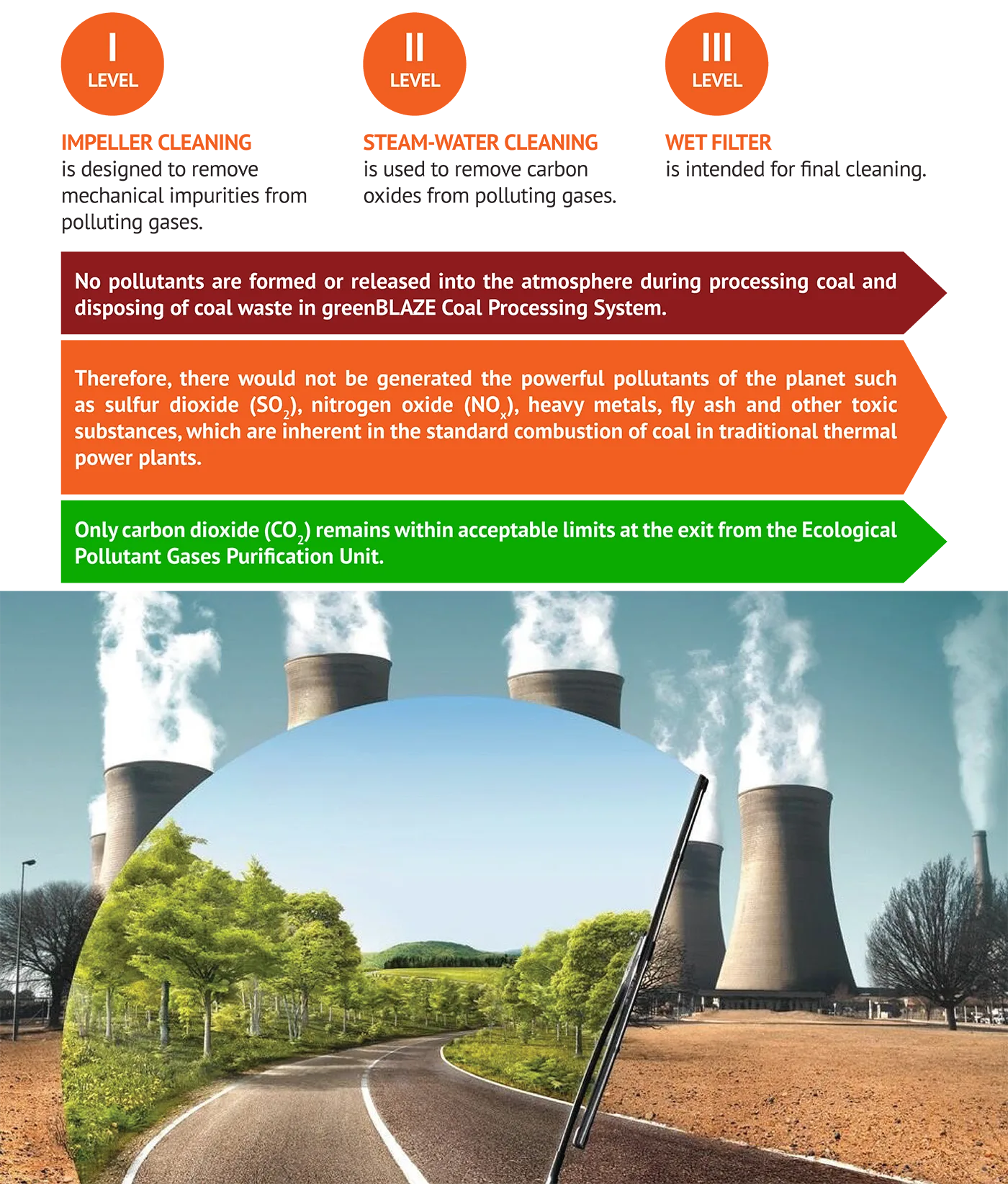
Coal has a complex petrographic composition and various impurities. When Coal decomposes, harmful impurities form chemical compounds in the gas phase. The Pollutant Gases Purification Unit (10) is used to clean and remove polluting gases, after which the output remains only environmentally friendly and safe carbon dioxide (CO2) within the permissible range.
To purify sulfur chemical compounds contained in polluting gases, the Desulfurization Unit
(11) is used, in which sulfur is concentrated
and purified to a marketable state.
MEASURING, MANAGEMENT AND CONTROL
The greenBLAZE Coal Processing System is controlled by the operator through the MCS (Measuring and Control Station) (12) with semi-automatic control system.