







































Organic Fertilizers
from Manure and Litter
Line for producing granulated organomineral fertilizers from manure and poultry litter – nutrients in a form easily accessible to soil and plants.

Any Livestock Farm is a 'Manure and Litter Factory'
THE GOAL OF ANY LIVESTOCK FARM
– is to produce food, but in practice, it primarily becomes a 'MANURE OR LITTER FACTORY'! Because of manure and litter, farmers face a series of challenges and problems that determine the viability of livestock enterprises:
ENVIRONMENTAL PROBLEMS
- Soil and water pollution – excess manure and litter leads to nitrates, phosphates, and pathogens entering groundwater and water bodies.
- Greenhouse gas emissions – manure and litter decompose during storage, releasing methane and nitrous oxide, contributing to climate change.
- Unpleasant odor – ammonia and hydrogen sulfide lead to lung and respiratory diseases among residents in local settlements.
ECONOMIC AND LOGISTICAL DIFFICULTIES
- Manure and litter disposal – storage, maturing, and composting require constant investments and unavoidable costs for the enterprise.
- High transportation costs – transporting manure to fields requires fuel and special equipment.
STORAGE AND DISPOSAL PROBLEMS
- Manure and litter disposal – storage, maturing, and composting require constant investments and unavoidable costs for the enterprise.
- High transportation costs – transporting manure to fields requires fuel and special equipment.
- Low profitability of processing – not all farmers can afford biogas plants or equipment for litter granulation.
SANITARY AND VETERINARY RISKS
- Pathogen spread – manure and litter contain bacteria (E. coli, Salmonella), helminth eggs, and antibiotics if animals received medication.
- Stringent environmental regulations – since April 2024, agro-farms face not only a system of fines for violations in handling manure but also a complete suspension of activities for up to 90 days.
Comparison of Characteristics
| CRITICAL PROBLEMS HIGH COSTS MISSED BENEFITS AND LOSSES |
RISK MANAGEMENT COST REDUCTION INCOME FROM FERTILIZER SALES |
|---|---|
|
|
Transforming the 'Manure and Litter Factory'
into a Profitable Business
THE FARMER'S TASK – is to gain profit by producing a useful and commercially in-demand product from manure and litter. Such a product is organic fertilizer.
Why aren't manure and litter
used as organic fertilizers today?
Fresh manure and litter are, in essence, one of the best and most valuable organic fertilizers. However, in practice, fresh litter and manure are not used as organic fertilizers due to high levels of ammonia and nitrates, which are toxic to plants and accumulate in fruits, as well as the risk of contamination with pathogenic organisms and weed seeds. Additionally, fresh manure contains phytotoxicants that suppress plant growth.
What needs to be done to neutralize fresh manure and litter?
Using the reVODA line provides a 100% guarantee for neutralizing fresh swine effluent, cattle manure, and poultry litter:
- Removal of heavy metals by converting them into insoluble hydroxyl groups.
- Complete deactivation of pathogenic microflora due to the presence of a large amount of ozone in the active zone of the reVODA reactor.
- Destruction of helminths, worm eggs, as well as weed and plant seeds in manure and litter through mechanical destruction and the cavitation effect.
- Removal of organic compounds, including antibiotics, pesticides, and herbicides, through substitution, reduction, and oxidation reactions.
How to obtain organic fertilizer from neutralized manure and litter?
The reVODA line, after neutralizing and deactivating fresh swine effluent, cattle manure, and poultry litter, provides:
- Obtaining a biologically active and environmentally clean organo-lime fertilizer of high quality from manure and litter for own use or for sale.
What benefits will the farm gain from using the reVODA line?
The reVODA line, after neutralizing and deactivating fresh swine effluent, cattle manure, and poultry litter, provides:
- Reduction and elimination of most lagoons.
- Low operating costs: minimal consumables, minimal personnel (only 2 unskilled workers per shift);
- Guaranteed result for deactivation and neutralization of manure and litter.
- Compliance with legislation – full fulfillment of regulatory requirements.
- Reliability and fail-safe operation, confirmed by 14 years of trouble-free operation of reVODA lines in the agricultural sector.
The reVODA Line
TECHNOLOGICAL BREAKTHROUGH AND PROFITABLE SOLUTION IN THE FIELD OF NEUTRALIZING FRESH MANURE AND LITTER, AND OBTAINING ORGANIC FERTILIZERS

Comprehensive Turnkey Technological Solution
| COMPLETE TECHNOLOGICAL CYCLE OF TASKS IN ANIMAL HUSBANDRY: |
|---|
|
Key Features
REVODA LINE PAYBACK PERIOD
- 2 years - savings on farm costs for neutralizing manure and litter effluent.
- 1.5 years - savings on farm costs for neutralizing manure and litter effluent + increased germination and yield of crops grown for feeding own animals.
- 1 year - savings on farm costs for neutralizing manure and litter effluent, increased germination and yield of crops grown for feeding own animals + sales of organo-lime fertilizers in the organic farming market.
The reVODA line is a market-proven tool for the farmer in the modern highly competitive market
BLOCK DIAGRAM OF THE REVODA LINE FOR NEUTRALIZING FRESH EFFLUENT, MANURE AND LITTER AND OBTAINING ORGANIC FERTILIZERS AT THE OUTPUT
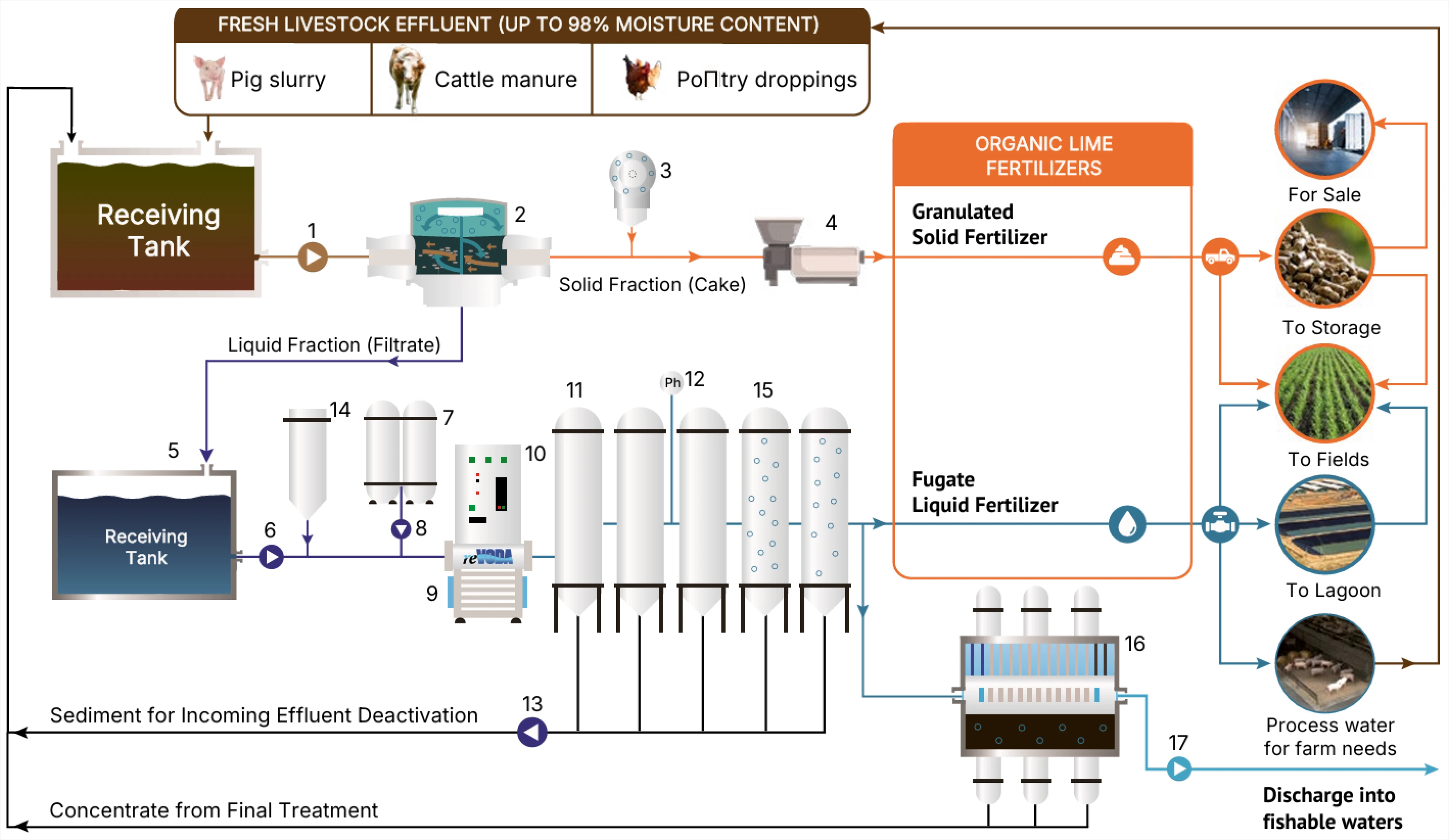
MAIN EQUIPMENT SET FOR THE REVODA LINE – designed to obtain organic fertilizers from fresh swine effluent, cattle manure, and poultry litter: granulated solid fertilizer for soil application and filtrate liquid fertilizer for irrigation. The livestock complex can sell granulated solid fertilizers on the organic farming market, obtaining an additional source of income, and use the liquid filtrate fertilizer for irrigating fields it uses for its own purposes to grow animal feed:
- 1. Self-priming pump
- 2. Dehydrator
- 3. Homogenization apparatus
- 4. Granulator
- 5. Receiving tank
- 6. Centrifugal pump
- 7. Station for preparation and dosing of free radicals
- 8. Dosing pump
- 9. reVODA reactor
- 10. CIP – control panel
- 11. Sedimentation tanks - settlers
- 12. Ph controller
- 13. Impeller pump.
EQUIPMENT SET FOR FINAL SUPERNATANT WATER PURIFICATION – designed for post-treatment of water to the level of discharge into a fishery water body:
- 14. Ozonator
- 15. Settlers with blow-off
- 16. Final purification unit
- 16. Centrifugal pump
Description of the reVODA line operation
COLLECTION OF FRESH EFFLUENT
- Fresh swine effluent, poultry litter, cattle manure (hereinafter referred to as 'Effluent') are collected in the Receiving pit of the livestock complex.
EFFLUENT SEPARATION, OBTAINING SOLID FERTILIZER
- From the Receiving pit, the Effluent is fed by a Self-priming pump (1) to the Dehydrator (2), which squeezes and separates the Effluent into a solid fraction (cake) with a moisture content of about 20% and filtrate (liquid fraction).
- Next, the necessary composition of minerals and trace elements lacking in the original fresh Effluent is added to the squeezed cake by the Homogenization apparatus (3) to obtain a perfectly balanced organic fertilizer composition. The balanced composition is fed to the Granulator (4), from which it exits in solid granulated form. It is also possible to obtain fertilizer in bulk (in bags) without the granulator.
FINAL NEUTRALIZATION OF FILTRATE, OBTAINING LIQUID FERTILIZER
- The separated filtrate accumulates in the Receiving storage tank (5) from which it enters the reVODA neutralization and purification line.
- Before being fed into the reVODA Reactor, free radicals prepared at the Free Radical Preparation and Dosing Station (7) are added to the filtrate stream by a Dosing pump (8).
- Inside the working zone of the reVODA Reactor (9), through chemical oxidation, ion exchange reactions, and physical processes of cavitation, magnetostriction, mechanostriction, and grinding, the main impact on the filtrate occurs, resulting in the neutralization of all pollutants present in the filtrate and the complete destruction of pathogenic microflora.
- The treated filtrate then proceeds to Sedimentation tanks - settlers (11), where the filtrate is separated into supernatant water and sludge. The neutralized organic sludge is fed by a Dosing pump (13) to the Receiving pit for deactivation of incoming Effluent.
- The Ph controller (12) serves to monitor the acidity level of the supernatant water, which is a ready, high-quality Liquid filtrate organic fertilizer.
FINAL PURIFICATION OF SUPERNATANT WATER
- In case the Filtrate fertilizer is not in demand, the reVODA line is equipped with a Final purification unit (16), which purifies the supernatant water to MPC (Maximum Permissible Concentration) standards for discharge into a fishery water body. Additionally, an Ozonator (14) is installed in the line, which supplies ozone to the working zone of the reVODA Reactor, and Settlers with blow-off (15) where additional ozone is fed into the filtrate to neutralize residual ammonium nitrogen.
Organic fertilizers and guaranteed effluent neutralization results
OPERATING PRINCIPLE OF THE REVODA WWTP
- The reVODA local treatment facilities operate on the principle of physicochemical neutralization and purification processes for complex contaminated effluents based on the reVODA reactor.
- REVODA REACTOR – is a closed electromagnetic field reactor which exerts the main impact on the treated effluent passing through the reactor's working zone and ensures a manifold increase in the rate of intensification of all separation purification processes at the effluent/sludge interface. Inside the reactor's working zone, the following chemical reactions and physical processes take place:
- Under the influence of a powerful rotating electromagnetic field in the reactor's working zone, water molecules split into H+ and OH-, which are the strongest and most powerful oxidizers.
- Also, under the influence of the electromagnetic field in the reactor's working zone, charged ferrimagnetic needles rotate in 3 projections. Spark charges, which are plasma, form between the needles upon collision, resulting in an electrolysis effect in the liquid and the release of ozone in the reactor's working zone, which is also a powerful oxidizer.
- Due to the collapse of air bubbles at the gas-liquid interface in the treated effluent, a shock wave (cavitation effect) with a force of 250 tons per square millimeter is generated, which grinds all suspended organic substances in the effluent to 20-40 angstroms.
- Due to cavitation impacts and the presence of ozone in the reactor's working zone, complete mechanical destruction of organic matter and elimination of all pathogenic microflora occurs.
- The use of Ca(OH)2 as a carrier for free radicals, as well as the oxidizers H+ and OH-, promotes substitution, reduction, and oxidation reactions. These reactions lead to the formation of new chemical compounds of oxides and hydroxides, neutralization, and breakdown of chains of various chemical pollutant compounds, including pharmaceuticals, pesticides, and herbicides.
- All the listed chemical reactions, which normally take a long time in the air, occur within 1 second in the reactor's working zone and are completed.
- When water molecules break apart, bound liquid is released from all organic substances. As a result, when the organic matter exits the reactor's working zone, gravity in the settlers separates the treated effluent into sludge and supernatant water without coagulants or flocculants.
- All metal groups are converted into insoluble oxides and hydroxides and removed from the effluent along with the sludge.
- THE DESIGN OF THE REVODA REACTOR allows connecting from 1 to 4 reactors in parallel into one line in an area of 2.0 x 2.0 m, providing a neutralization and purification capacity for effluents from 10 to 60 m3 per hour.
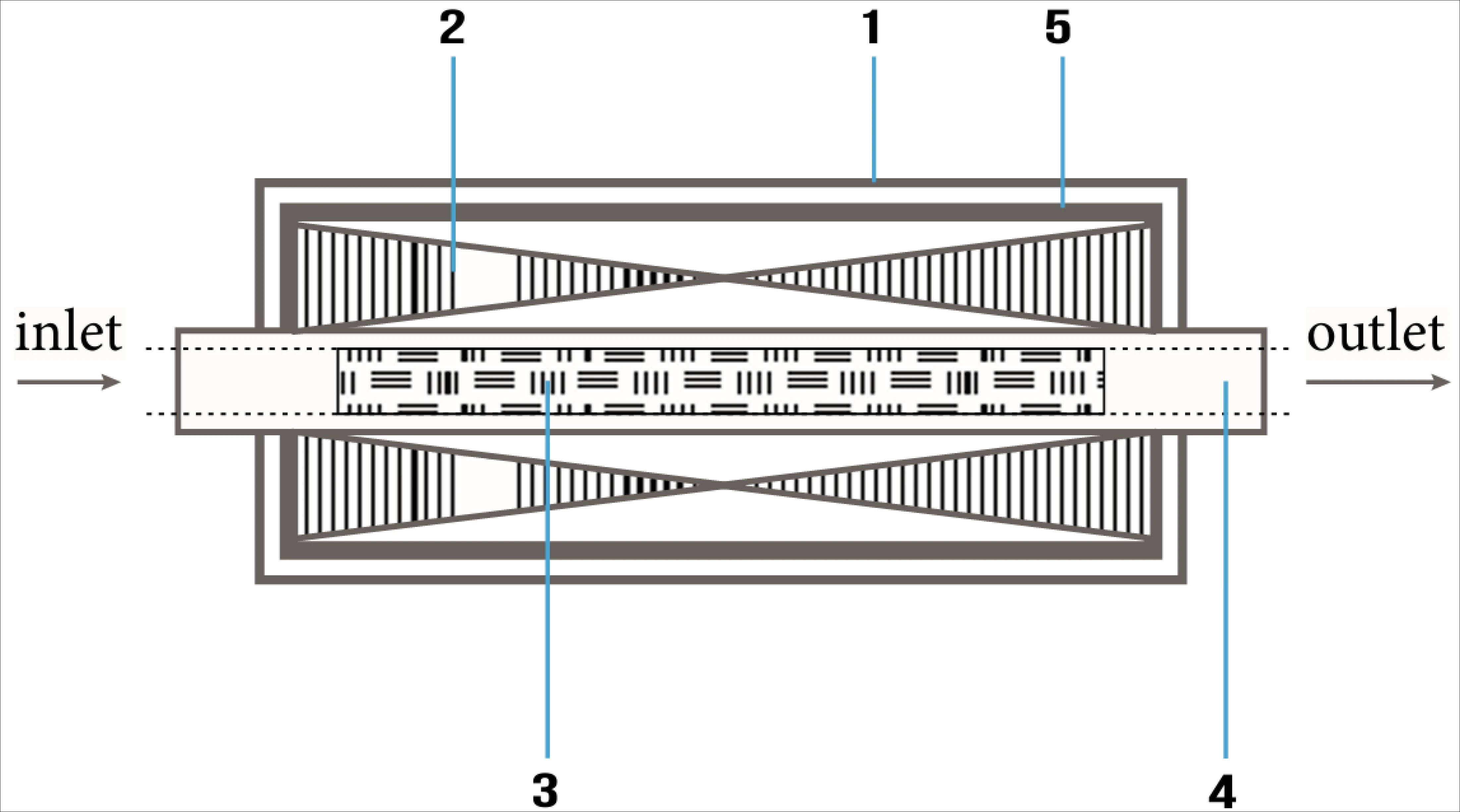
- 1. Housing
- 2. Inductor,
- 3. Needles,
- 4. Replaceable insert
- 5. Apparatus working zone
Closed water cycle
FRESH EFFLUENT – NEUTRALIZATION – RECIRCULATED WATER
- Fresh effluent from the receiving pit is neutralized and purified on the reVODA line to the level of recirculated bactericidal water, after which it can be used for technical production water supply of the livestock complex.
ADVANTAGES:
- Complete abandonment of using lagoons for storing and settling manure and litter.
- Absence of odors from lagoons around the livestock complex.
- Sharp reduction in fresh water consumption.
- Possibility of eliminating alkaline solutions when using recirculated water.
Fertilizer for irrigation and soil liming
FRESH EFFLUENT – NEUTRALIZATION – FILTRATE FERTILIZER
- Filtrate fertilizer is ideal for irrigating and watering fields because it retains all the beneficial properties of fresh manure and litter. It also contains calcium cations in its composition, which leads to neutralization of acidic soils upon application.
- It is recommended to supply the filtrate fertilizer directly to the fields via pipeline during warm seasons. Based on existing experience, when transporting filtrate fertilizer, pressure loss in a pipeline over a distance of 7.5 km does not exceed 10%. During the winter period, filtrate fertilizer can temporarily be accumulated in lagoons, where it does not stratify and is well preserved.
ADVANTAGES:
- Reduction in the number of lagoons, which are only needed for storing filtrate fertilizer during the winter period.
- Absence of odors from lagoons around the livestock complex.
- Significant reduction in costs for road transport to haul manure and litter to fields (when using a pipeline system).
Combined option
WINTER – RECIRCULATED WATER, SUMMER – FILTRATE FERTILIZER
- The main advantage of the combined option is that its application allows the livestock complex to completely abandon the use of lagoons.
- In warm seasons, the filtrate fertilizer, immediately after neutralizing fresh effluent, is supplied directly to the fields via pipeline. Before the onset of frost, to avoid using lagoons as reservoirs for accumulating and storing filtrate fertilizer, the neutralized supernatant water is either used as bactericidal recirculated water for the farm's production water supply or is purified to the level for discharge into a water body.
ADVANTAGES:
- Complete abandonment of using lagoons.
- Absence of odors from lagoons around the pig farm complex.
- Complete elimination of costs for road transport to haul swine effluent to fields (when using a pipeline system).
Organo-lime fertilizers from swine effluent, cattle manure and poultry litter
- The presence of a Homogenization apparatus (block for adding and balancing minerals and trace elements) allows obtaining perfectly balanced organic fertilizers in an easily digestible form for plants and soil at the output:
- LIQUID FILTRATE FERTILIZER – high-quality liquid organo-lime fertilizer intended for irrigation and watering, as well as for soil liming. In the winter period, filtrate fertilizer can temporarily be accumulated in lagoons, and in warm seasons, it is advisable to transport it to fields via pipeline, completely eliminating the pig farm complex's costs for road transport.
- GRANULATED SOLID FERTILIZER – high-quality and biologically active organic fertilizer for soil application. In warm seasons, solid fertilizer can be immediately transported to fields for the pig farm complex's own needs. To obtain an additional, constant, and high source of income, it is advisable for pig farm complexes to sell granulated fertilizer in the organic farming market.
Value of the produced fertilizer
- The fertilizers contain calcium cations, which are the only natural soil liming agent (Ph 6÷9 mg/dm3).
- The fertilizer retains all the beneficial properties and nutrient elements for plants and soil contained in fresh swine effluent.
- The fertilizer is perfectly balanced in terms of mineral and trace element composition.
- The fertilizer is completely disinfected and contains no pathogenic microflora, as well as weed seeds, pesticides, or herbicides.
- Heavy metals are neutralized in the fertilizer.
- The fertilizer is produced without the use of any chemical substances. It has no unpleasant odor. It is non-toxic, does not form harmful or toxic compounds in soil, air, or groundwater.
- The fertilizer is absolutely safe for humans, animals, plants, and soil.

KEY ADVANTAGES FOR FARMERS OF USING ORGANO-CALCIUM FERTILIZERS
After soil preparation using our organo-calcareous fertilizers, colloidal solutions form in the soil, initiating intensive development of soil bacteria. As a result, the life of anaerobic bacteria and soil quality improve, leading to the formation of humus, nutrients, humic acids, and other auxins (IAA) essential for soil vitality and plant growth.
Fugate liquid and solid fertilizers contain a certain amount of vermicompost, which consists of suspended finely dispersed substances from neutralized processed manure residues. When irrigating or applying to the soil, this vermicompost forms a stable fertile layer on the soil surface, which, due to its fine dispersion, does not wash away during subsequent irrigation or rainfall.
When using our organo-calcareous fertilizers, seed germination, tillering, and crop yields increase by 15-20%. Due to the fact that the vermicompost has passed through the digestive system of birds and animals, and undergone fermentation, our organic fertilizers are significantly better absorbed by plants, and there is no risk of "over-fertilization or burning," even when applying large quantities.
Thanks to the balanced composition and beneficial biologically active substances contained in our organo-calcareous fertilizers, agricultural producers eliminate the need for other organic and/or mineral fertilizers, as well as any natural or synthetic plant growth regulators.
All our fertilizers can be applied to acidic soils to alkalize them and bring the soil pH to a value between 6 and 9 units, saving agricultural producers from the additional task of applying lime to their fields. If necessary, the pH level of both solid and filtrate fertilizers can be adjusted at the output of the reVODA line for each specific soil type.
AS A TECHNICAL REFERENCE POINT, WE PRESENT THE REVODA LINE WITH A CAPACITY OF 600 M³/DAY.
- Line capacity in terms of volume of fresh effluent, manure, and litter processing with up to 98% moisture (m³/day): 600
- Line capacity in terms of output of organic fertilizer from 600 m³ of effluent per hour*:
- Solid granulated fertilizer (kg/hour): 12,000
- Liquid filtrate fertilizer (m³/hour): 588
- * Data calculated at effluent moisture content of 98%
- Total peak energy consumption of the Line (kWh): 71.90
- Source of free radicals: Dry lime
- Lime consumption for treating 1 m³ of effluent (no more than, kg): 5.0
- Requirements for the premises where the Line will be installed:
- Room area (no more than m²): 120
- Ceiling height (m): 4.0
- Room temperature (°C): +5 ÷ +30
- Number of maintenance personnel per shift (persons): 2 workers
- Sanitary protection zone (m): 20
- Service life of the Line (not less than, years): 20
- Equipment warranty for the Line (months): 36
Modular-block approach to achieve higher productivity
- Achieving higher productivity of the reVODA line is accomplished through a modular-block approach – where the required capacity is achieved by using a multiple number of reVODA lines of basic configuration (blocks - modules).
Certification of the reVODA line
- All necessary certificates, technical specifications, and conclusions are available. You can review and/or download the documents via the links below.
- Certification of organic fertilizers obtained from effluent
- Certification of the reVODA line
Contacts
Contact us - we are available 24/7.

Viktor Uzlov
Commercial Director